銷售熱線:021-66105556



| 閥門保養及維修 發布時間:18-03-26 |
閥門經長期使用后,閥瓣和閥座的密封面會發生磨損,嚴密性降低。修復密封面是一項量大且十分重要的工作。修復的主要方法是研磨。對磨損嚴重的密封面,是先堆焊經車削加工后再研磨。  閥門的研磨包括: 清洗和檢查過程; 研磨過程; 檢驗過程。 清洗和檢查過程 清洗密封面在油盤內,使用專業清洗劑,邊洗邊檢查密封面的損壞情況。用肉眼難以確定的細微裂紋可用著色探傷法進行。 經過清洗后,應檢查閥瓣或閘閥與閥座密封面的密合情況,檢查時用紅色和鉛筆。用紅丹試紅,檢查密封面印影,確定密封面密合情況;或用鉛筆在閥瓣和閥座密封面上劃幾道同心圓,然后將閥瓣與閥座密合旋轉,檢查鉛筆圓圈擦掉情況,確定密封面的密合。 如果密合不好,可用標準平板分別檢驗閥瓣或閘板密封面和閥體密封面,確定研磨部位。 研磨過程 研磨過程實質上是不用車床的切削過程,閥頭或閥座上的麻點或小孔深度一般都在0.5mm以內,可以采用研磨的方法進行檢修。研磨過程分為粗磨、中磨和細磨。 粗磨是為了消除密封面上的擦傷、壓痕、蝕點等缺陷,使密封面得到較高平整度和一定的光潔度,為密封面的中磨打下基礎。 粗磨利用研磨頭或研磨座工具,采用粗粒砂紙或粗粒研磨膏,其粒度80#-280#,粒度粗,切削量大,效率高,但切削紋路較深,密封面表面較粗糙。因此,粗磨只要平整地把閥頭或閥座的麻點去掉即可。 中磨是為了消除密封面上的粗紋路,進一步提高密封面的平整度和光潔度。采用細粒砂紙或細粒研磨膏,其粒度為280#-W5,粒度細,切削量小,有利于降低粗糙度;同時應更換相應的研具,研具應清潔干凈。 中磨完后,閥門的接觸平面應達到光亮。如用鉛筆在閥頭或閥座上劃幾道,將閥頭或閥座對著輕轉一圈,應把鉛筆線抹去。 細磨是閥門研磨的最后一道工序,主要是提高密封面的光潔度。細磨時可用W5或更細的微份與機油、煤油等稀釋后,用閥門的閥頭對著閥門的閥座進行研磨,而不用演劇,這樣更有利于密封面的密合。 研磨時一般順時針方向轉60-100°左右,再反方向轉40-90°左右,輕輕地磨一會兒,必須檢查一次,待磨得發亮發光,并在閥頭和閥座上可以看到一圈很細的線,顏色達到黑亮黑亮的時候,再用機油輕輕地磨幾次,用干凈的紗布擦干凈即可。 研磨完以后,再把其他缺陷消除,即應盡快地組裝,以免破壞一磨好的閥頭。 手工研磨不管粗研還是細研,均是始終貫穿提起、放下;旋轉、往復;輕敲、換向等操作相結合的研磨過程。其目的是為了避免磨粒軌跡重復,使研具和密封面得到均勻的磨削,提高密封面的平整度和光潔度。 檢驗階段 在研磨過程中始終貫穿著檢驗階段,其目的是為了隨時掌握研磨情況,做到心中有數,使研磨質量達到技術要求。應該注意的是,不同的閥門研磨時應使用適應各種密封面形式的研磨工具,以提高研磨效率,保證研磨質量。 閥門研磨時一項很細致的工作,需要在實踐中不斷的體會、摸索、提高,有時研磨得很好,可是裝上以后還是漏汽漏水,這是因為在研磨過程中有磨偏的想象,手拿研磨桿不垂直、歪斜,或是研具尺寸角度有偏差所致。 由于研磨劑是磨料和研磨液組成的一種混合劑,而研磨液又僅是一般的煤油和機油。因此,正確地選用研磨劑最關鍵的一環是正確地選用磨料。 如何正確地選閥門研磨劑? 氧化鋁(AL2O3) 氧化鋁又稱剛玉,其硬度較高,使用很普遍。一般用來研磨鑄鐵、銅、鋼及不銹鋼等材料的工件。 碳化硅(SiC) 碳化硅有綠色及黑色兩種,其硬度比氧化鋁高。綠色碳化硅適用于研磨硬質合金;黑色碳化硅用于研磨脆性材料及軟材料的工件,如鑄鐵、黃銅等。 碳化硼(B4C) 硬度僅次于金剛石粉末而比碳化硅硬,主要用來代替金剛石粉末研磨硬質合金,研磨鍍硬鉻的表面。 氧化鉻(Cr2O3) 氧化鉻是一種硬度高和極細的磨料,淬硬鋼精研時常常使用氧化鉻,一般也用它來拋光。 氧化鐵(Fe2O3) 氧化鐵亦是一種極細的閥門磨料,但硬度及研磨效果均較氧化鉻差,用途與氧化鉻相同。 金剛石粉末 即結晶磮C,它是最硬的磨料,切削性能較好,特別適用于研磨硬質合金。 常用磨料的分類及應用范圍見表 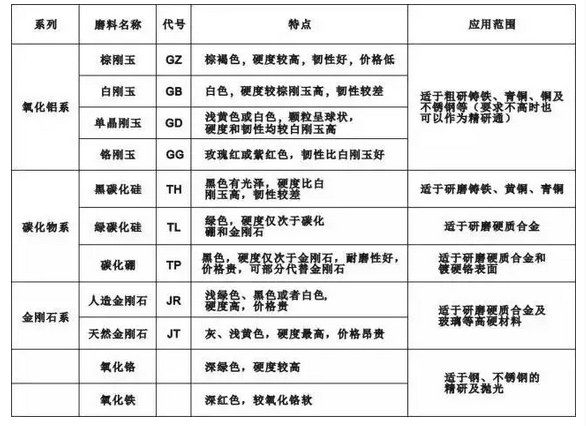 此外,磨料粒度(磨料的顆粒尺寸大小)的粗細對研磨效率及研后表面粗糙度有顯著的影響。粗研時,閥門工件表面粗糙度要求不高,為提高研磨效率宜選用粗粒度的磨料;精研時研磨余量小,工件表面粗糙度的要求高,可采用細粒度的磨料。 密封面粗研時磨料的粒度一般為120#~240#;精研為W40~14。 閥門調制研磨劑,通常是往磨料里直接加入煤油和機油。用1/3煤油加2/3機油與磨料調合成的研磨劑適用于粗研;用2/3的煤油加1/3機油與磨料調合成的研磨劑可用于精研。 當研磨硬度較高的工件時,使用上述研磨劑的效果就不夠理想。這時,可采用三份磨料加一份加熱的豬油調合起來,冷卻后形成糊狀,使用時再適當加些煤油或汽油調勻。 研磨工具的選擇  閥瓣和閥座密封面由于損壞程度不同,不能直接對研,而是先用事先專做的一定數量和規格的假閥瓣(即研磨頭)、假閥座(即研磨座)分別對閥座、閥瓣進行研磨。 研磨頭和研磨座用普通碳素鋼或鑄鐵制做,尺寸和角度應與置于閥門上的閥瓣、閥座相等。 研磨若手工進行,需配置各種研磨桿。研磨桿和研具要裝配得當,不能歪斜。為減輕人的勞動強度,加快研磨速度,常采用電動研磨機或振動研磨機研磨。 |
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||